LATEST NEWS

Precision Screws In-House Selection Have a closer look at our catalogue, showcasing our extensive range of in-house products. As a leading manufacturer in the industry, we are committed to providing high-quality solutions tailored to meet the diverse needs of our customers. Product Range...

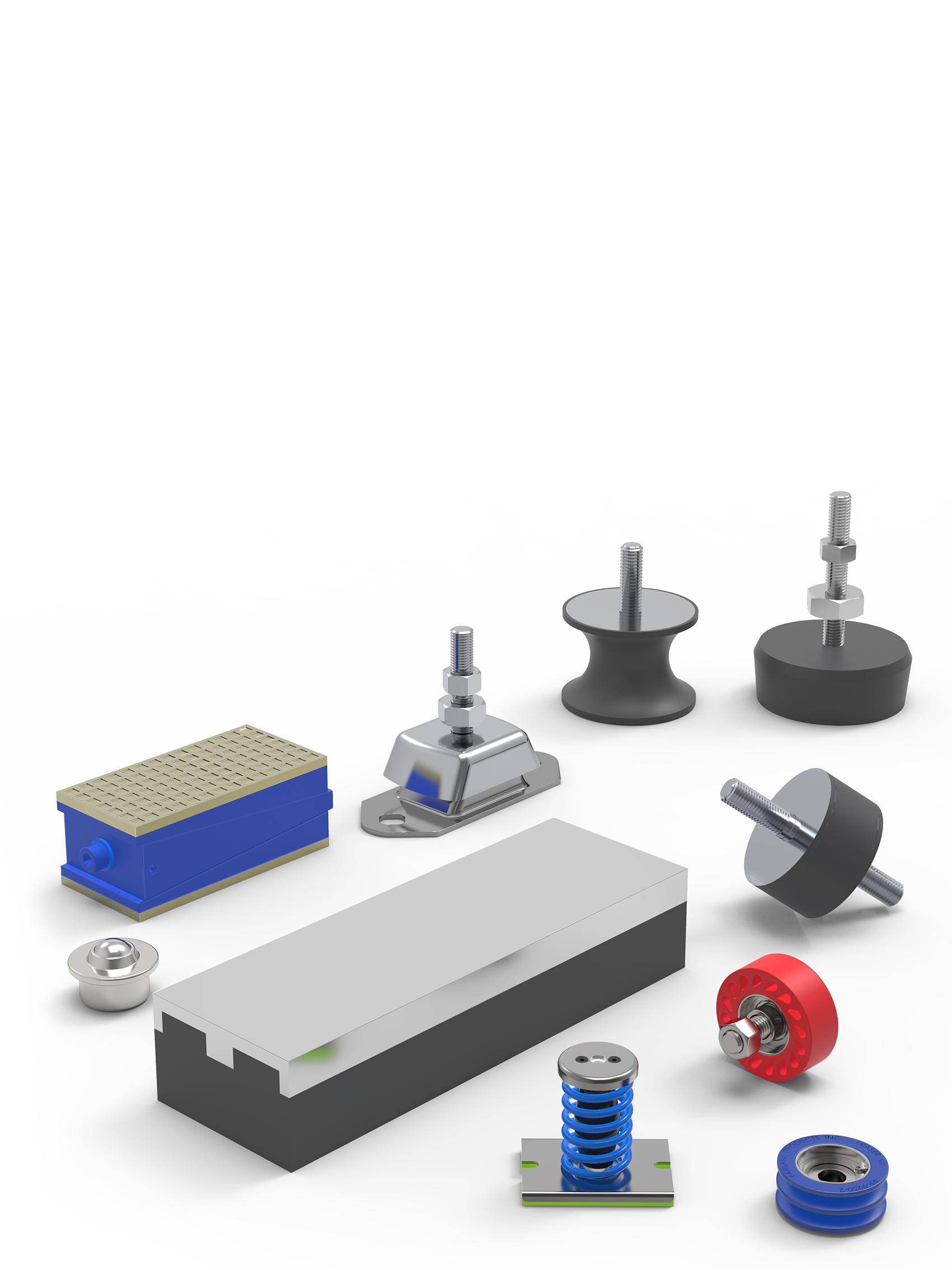
Defence Engineered: Ground, Sea & Air At Wixroyd & Automotion Components, we supply one of the UK’s broadest ranges of engineering components, supporting ground, sea, and air-based military manufacturing. From corrosion-resistant titanium screws to vibration-damping mounts and non-reflective...

Discover What Automotion is All About Whether you’re mid-project or just speccing out your next design, having the right components and the right supply partner makes all the difference. At Automotion, we support design engineers with a wide range of ready-to-go components, backed by in-house...
Precision Screws In-House Selection Have a closer look at our catalogue, showcasing our extensive range of in-house products. As a leading manufacturer in the industry, we are committed to providing high-quality solutions tailored to meet the diverse needs of our customers. Product Range...
Defence Engineered: Ground, Sea & Air At Wixroyd & Automotion Components, we supply one of the UK’s broadest ranges of engineering components, supporting ground, sea, and air-based military manufacturing. From corrosion-resistant titanium screws to vibration-damping mounts and non-reflective...
Discover What Automotion is All About Whether you’re mid-project or just speccing out your next design, having the right components and the right supply partner makes all the difference. At Automotion, we support design engineers with a wide range of ready-to-go components, backed by in-house...
BEST SELLERS







INDUSTRY SPOTLIGHT
Defence Engineered
In defence operations, reliability is everything.
Precision-engineered components are the backbone of military vehicles and equipment, built to endure extreme conditions and deliver uncompromising performance.
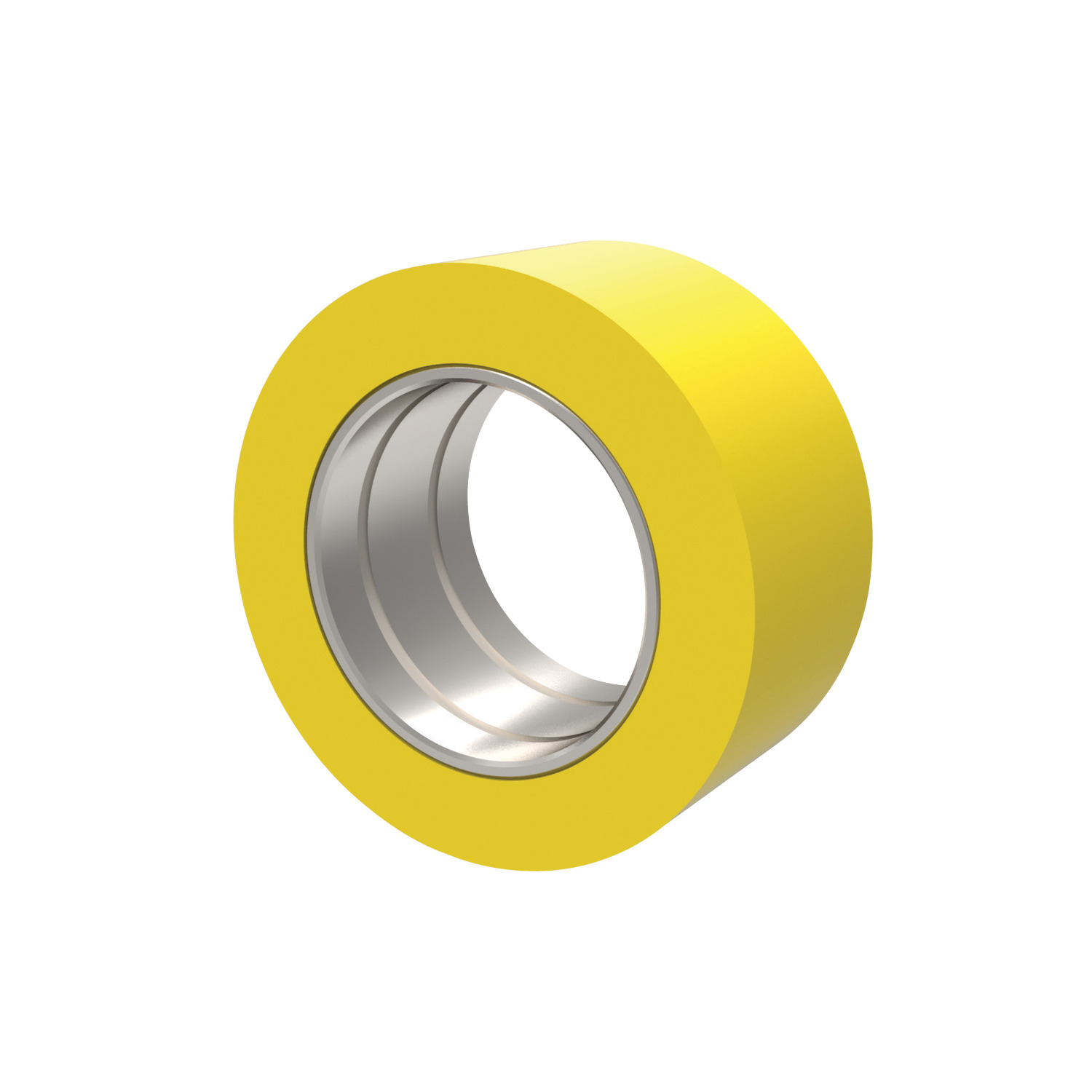
Aircraft Seating Components
Precision engineering components are essential in the manufacture of high-end premium aircraft seating systems, providing smooth operation and long-lasting durability for various adjustable features.

INDUSTRY SPOTLIGHT
Defence Engineered
In defence operations, reliability is everything.
Precision-engineered components are the backbone of military vehicles and equipment, built to endure extreme conditions and deliver uncompromising performance.
Aircraft Seating Components
Precision engineering components are essential in the manufacture of high-end premium aircraft seating systems, providing smooth operation and long-lasting durability for various adjustable features.
NEW PRODUCTS
















NEW PRODUCTS
NEW PRODUCTS
ABOUT US
At Automotion Components we have over 70 years of experience and expertise. We are dedicated to provide the best solution for your needs, offering high-quality products and exceptional customer service.
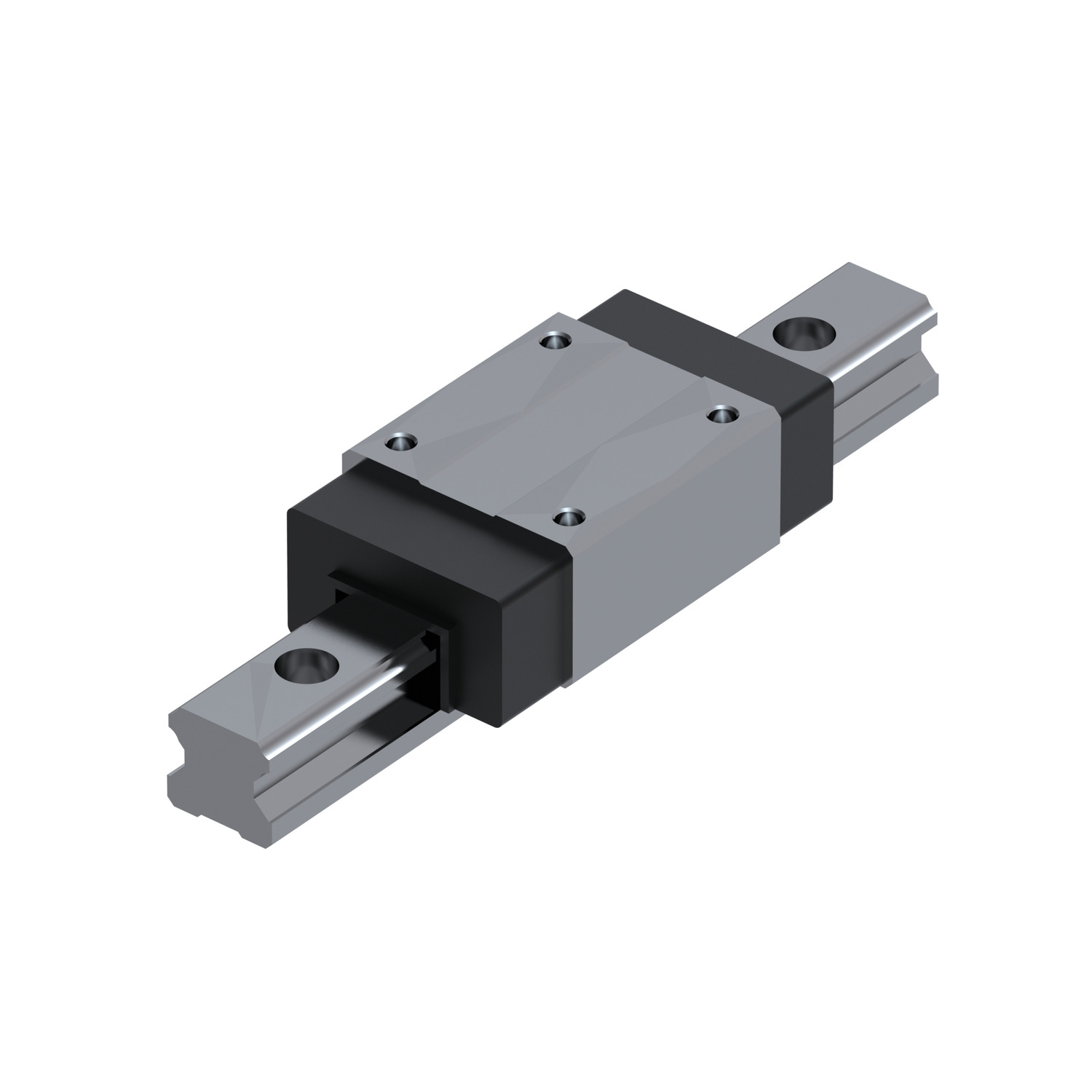
Our 3 main product ranges, Linear, Mechanical and Rotary Components, offer over 100,000 products, most available for same-day delivery.
Our Principles:
Excellent stock-holding so that our customers get what they want, when they want it.
High quality products.
A commitment to continual improvement and staff development.
Ethical and environmental policies - to read more, please see our company information pack.
ABOUT US
At Automotion Components we have over 70 years of experience and expertise. We are dedicated to provide the best solution for your needs, offering high-quality products and exceptional customer service.
Our 3 main product ranges, Linear, Mechanical and Rotary Components, offer over 100,000 products, most available for same-day delivery.
Our Principles:
Excellent stock-holding so that our customers get what they want, when they want it.
High quality products.
A commitment to continual improvement and staff development.
Ethical and environmental policies - to read more, please see our company information pack.
ABOUT US
At Automotion Components we have over 70 years of experience and expertise. We are dedicated to provide the best solution for your needs, offering high-quality products and exceptional customer service.
Our 3 main product ranges, Linear, Mechanical and Rotary Components, offer over 100,000 products, most available for same-day delivery.
Our Principles:
Excellent stock-holding so that our customers get what they want, when they want it.
High quality products.
A commitment to continual improvement and staff development.
Ethical and environmental policies - to read more, please see our company information pack.